008615129504491

| Materiaal | Gr 5, Gr 5 ELI, Ti-6Al-4V ELI |
| Standaard | ASTM F136, IS05832-3 |
| Maat | (1,0~12,0) D * (300~1000) B * (1000~2000) L mm |
| Tolerantie | 0,05-0,2 mm |
| Staat | M, gegloeid |
| Oppervlakteconditie | Gepolijst, aangepast oppervlak |
| Ruwheid | Ra<3,2 µm |
100% detectie van oppervlaktedefecten .
Dit deel van het inspectieoppervlak is het eerste proces binnen de inspectieafdeling. De bar wordt voortdurend gedraaid om te controleren op gebreken, zoals scheuren en deuken. Eventuele gebreken worden gemarkeerd en vervolgens geregistreerd in de defecteninventaris.
100% infrarood diameterinstrument Nauwkeurige diametermeting en strikte tolerantiecontrole.
De gedetailleerde inspectiestappen zijn als volgt:
1. Voordat de inspectie start, controleert de inspectietechnicus of de toleranties binnen het vereiste bereik vallen en stelt hij waarschuwingswaarden in.
2. Om de inspectie te starten, wordt elke balk gelijkmatig door het inspectiegebied gedraaid en worden de gedetecteerde diametergegevens op het instrument weergegeven.
3. Wanneer er sprake is van een over- of onderdiameter, geeft het inspectie-instrument een waarschuwing en wordt de staaf als schroot afgevoerd of twee keer gepolijst om de diameter te verkleinen.
100% rechtheidsinspectie.
De rechtheidstolerantie is de mate van afwijking van elk punt op de lijn ten opzichte van de lijn, met een rechtheid van 0,3‰-0,5‰. De gedetailleerde verwerking vindt plaats door een staaf op het oppervlak van een goed verlicht platform te plaatsen. De staaf rolt heen en weer, waarna de inspecteur voor zich kijkt en met een liniaal van 0,2 mm de afstand tussen de staaf en het platform detecteert.
100% detectie van wervelstroomfouten.
De spoel waarin het geïnspecteerde product wordt geplaatst, is geschikt voor de detectie van staven en draden met een diameter van 3-14 mm. Omdat het door de spoel gegenereerde magnetische veld eerst op de buitenwand van het monster inwerkt, is het effect van de detectie van defecten aan de buitenwand beter. De detectie van defecten aan de binnenwand vindt plaats door middel van penetratie, zonder dat het oppervlak of de prestaties van het product worden beschadigd.
100% ultrasone inspectie.
Detecteer voornamelijk metallurgische defecten in het product volgens AMS 2631. Het product wordt in een gootsteen geplaatst en het instrument wordt gebruikt om het product heen en weer te testen op het oppervlak terwijl het roteert, en het instrument wordt waargenomen om het apparaat weer te geven, en als de piekwaarde plotseling hoger wordt, is het product intern niet homogeen
Testen van fysische eigenschappen, waaronder treksterkte, vloeigrens, rek A in 4D of 4W min, oppervlakteverkleining B min. Microstructuur. A1-A5: Interne structuren werden waargenomen onder microscopen met hoge en lage vergroting voor microstructuurclassificatie. Kwaliteitscertificaten en testrapporten van derden worden op aanvraag verstrekt.
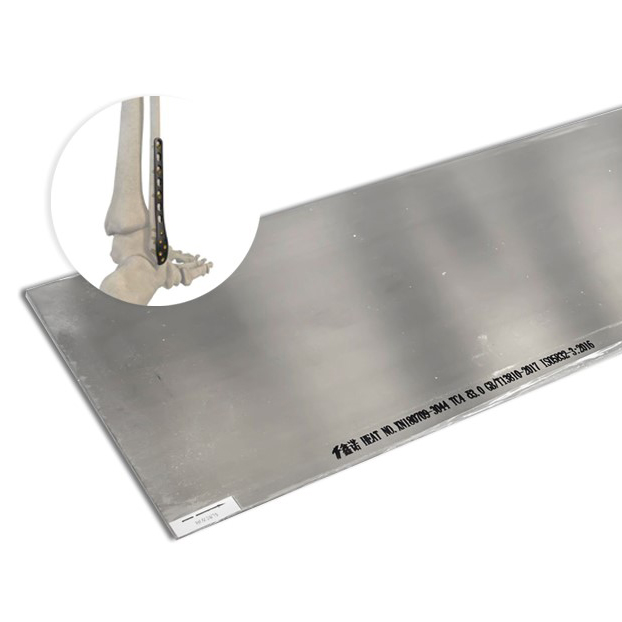
Ons bedrijf is gespecialiseerd in de productie van titaniumproducten. Het materiaal heeft een lage dichtheid maar uitstekende eigenschappen en wordt veel gebruikt in de medische industrie. Het wordt ook veelvuldig toegepast in medische sectoren zoals gewrichten, tandbehandeling, medische implantaatmaterialen, chirurgische instrumenten, enz. Neem gerust contact met ons op als u vragen heeft!